Indigo500 series dual-probe support


Dual-probe support refers to the ability of a single transmitter or monitoring device to interface with two independent measurement devices, and then display, record, and transmit their data. It allows multiple parameters, or redundant parameters to be more easily monitored in the same space, or in different locations.
What are the benefits of using two probes measuring two different parameters?
Often an environment or process requires monitoring in multiple locations, and for a number of different parameters. It is common to be monitoring both the inlet and exhaust conditions of a single process to ensure product quality and energy efficiency. When the mounting space is limited, one transmitter with two probes is a useful and practical choice, for example, oil processing facilities with multiple oil dehydrators, or bread-proofing (multiple ovens) where one transmitter could monitor two separate ovens.
The life science industry often monitors multiple parameters in a single space, requiring multiple sensors. Certain applications, such as hydrogen peroxide bio-decontamination, may also require multiple measurement locations in larger spaces, should there be variances of temperature and air flow.
In each of these cases, a single transmitter could be used to simplify communications and provide a cleaner installation. This will reduce installation cost and effort in some cases, and lead to a lower cost of ownership.
Overall, the benefit of using two probes to measure two different parameters is to expand your awareness of the conditions in a space or process. If multiple variables affect the product quality or the energy efficiency of the operation, not being limited by one measurement device can offer better insight and information to make control decisions.
What combinations could I use?
The probe combinations are many, as Vaisala offers smart probes for a variety of measurement parameters: humidity, temperature, dew point, carbon dioxide, moisture-in-oil, and vaporized hydrogen peroxide. There are no probe combination limitations for any of the available smart probes.
Measurement in life science incubators is continuous with many calibration checks. Therefore, an incubator might use a combination of the GMP251 CO2 probe alongside the HMP9 humidity and temperature probe to ensure the correct Ph and humidity level.
Fluidized bed driers, plastics drying and applying coatings to capsules are applications that might use a combination of a dew point probe at the drier inlet, and a humidity and temperature probe at the outlet.
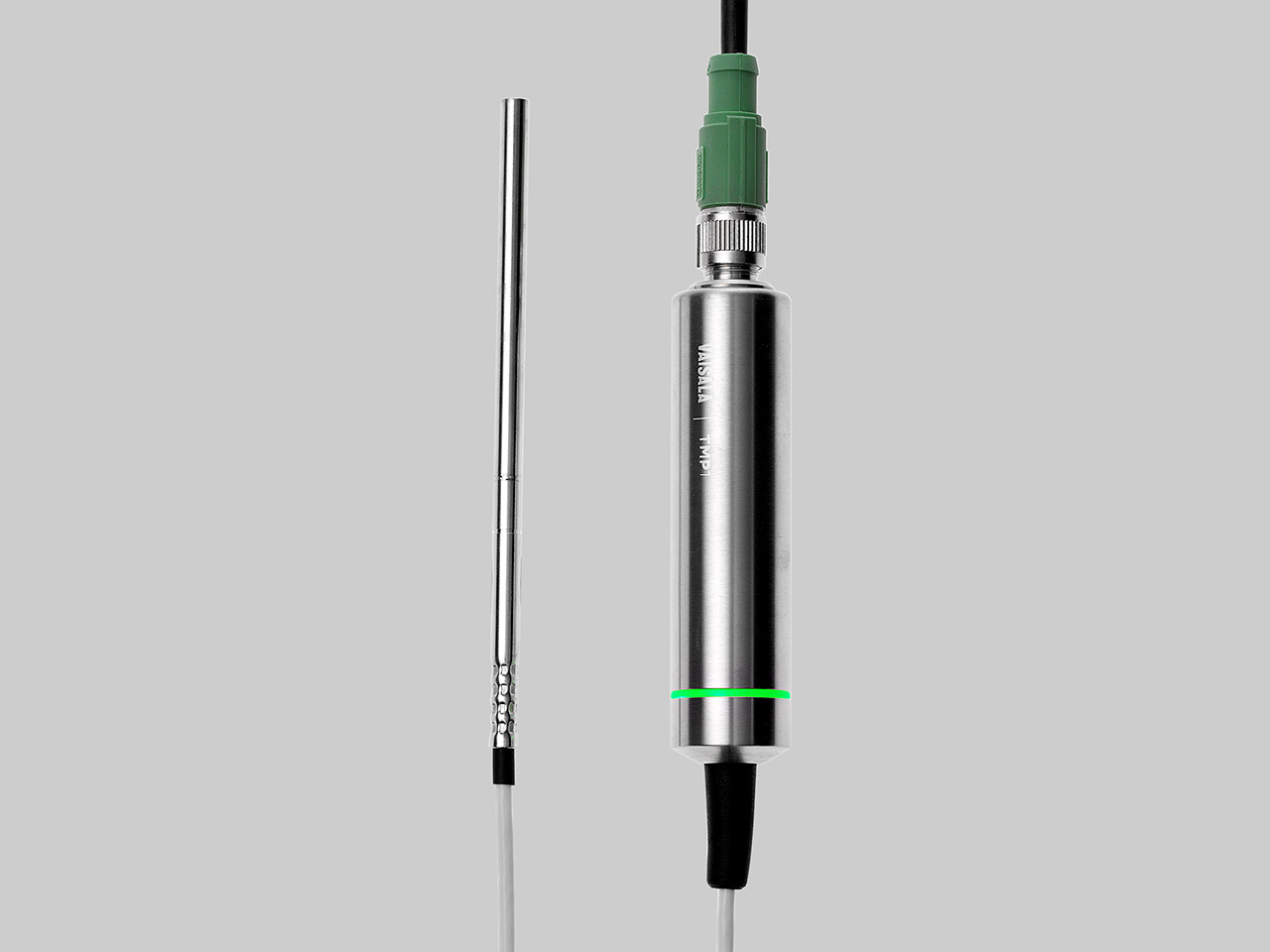
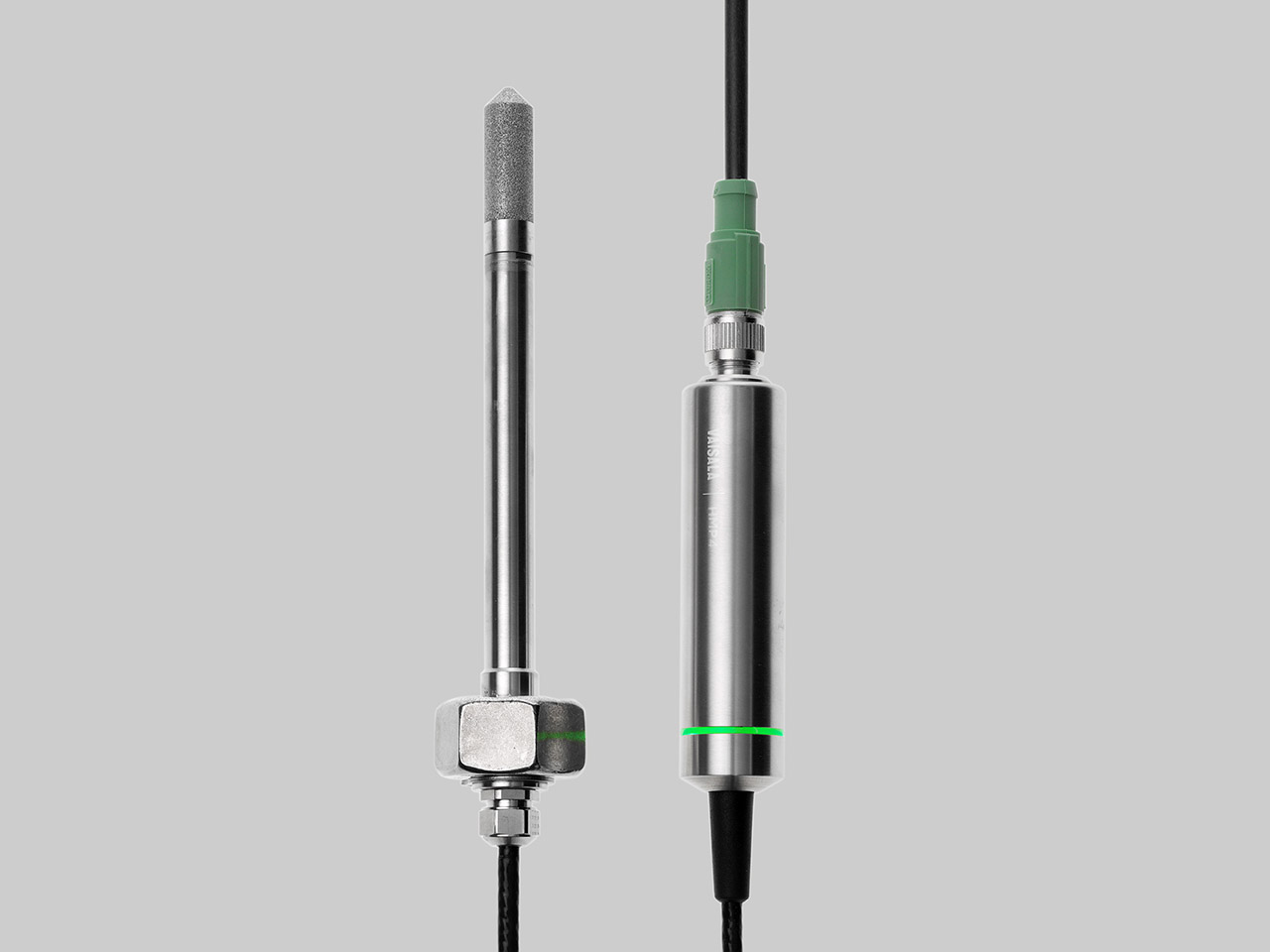
High humidity applications that involve significant levels of condensation might use a heated probe for moisture levels, alongside a temperature probe to calculate variables such as relative humidity.
Advanced compressed air driers might use two dew point probes to monitor the drier outlet as well as the purge air to increase energy efficiency.
And oil processing operations might want to monitor both the moisture in the oil they condition, along with the air dew point to ensure the dryness of the vessel being filled with oil.
Which Industries and applications would benefit most?
There are several applications that could benefit from a transmitter with dual probe support. Any application that uses air to feed a process, and then monitors the exhaust to determine the effectiveness of that process can use dual probes for the inlet and outlet. Basically, any process that needs to measure before and after conditions can use a transmitter with dual probe support. Energy resources and process duration are directly affected by these conditions, and real time control decisions can be made to maintain or protect product quality.
Additionally, applications that require similar measurements in different locations can use remote probes tied to a single transmitter. This allows for simplified power delivery and communication support. With the Vaisala Indigo500 Series, the Power over Ethernet option will require only one Ethernet cable to power and communicate with two measurement devices for a wide range of parameters.
Another benefit is be the ability to exchange the measurement probes from the transmitter, without removing the installed transmitter. This will help with calibration efforts, as spare probes can be easily rotated into service. This also provides flexibility should the process conditions change, and different conditions are being measured. For example, if a manufacturer of a dryer or environmental test chamber is supplying instruments for different customer conditions; standardizing on one transmitter type, and then being able to offer probes for different conditions will simplify their offering and provide maximum flexibility to their customers.
Learn more about the Indigo family or contact us for more information.













Add new comment