Asiantuntija-artikkeli
Miten tulkita oikein mittalaitteiden suorituskykyä ja teknisiä tietoja

Mittalaitteen laatua arvioidaan usein yksinkertaisella kysymyksellä: miten tarkkoja mittaukset ovat? Vaikka tämä kysymys on yksinkertainen, vastaus ei aina ole sitä. Sopivimman mittalaitteen valinta edellyttää, että ymmärretään mittausten epätarkkuuteen vaikuttavat tekijät. Tämä puolestaan auttaa ymmärtämään, mitä teknisissä tiedoissa sanotaan – ja mitä niissä ei sanota.
Mittaussuorituskykyyn vaikuttavia tekijöitä ovat esimerkiksi dynamiikka (mittausalue, vasteaika), tarkkuus (toistettavuus, sisäinen tarkkuus ja herkkyys) sekä stabiilius (ikääntymisen ja olosuhteiden kestävyys). Näistä tarkkuutta pidetään usein kaikkein tärkeimpänä ominaisuutena. Se on myös yksi vaikeimmista määritellä.
Lue koko artikkeli alta tai katso tämä englanninkielinen webinaari teknisten tietojen ymmärtämisestä.
Herkkyys ja tarkkuus
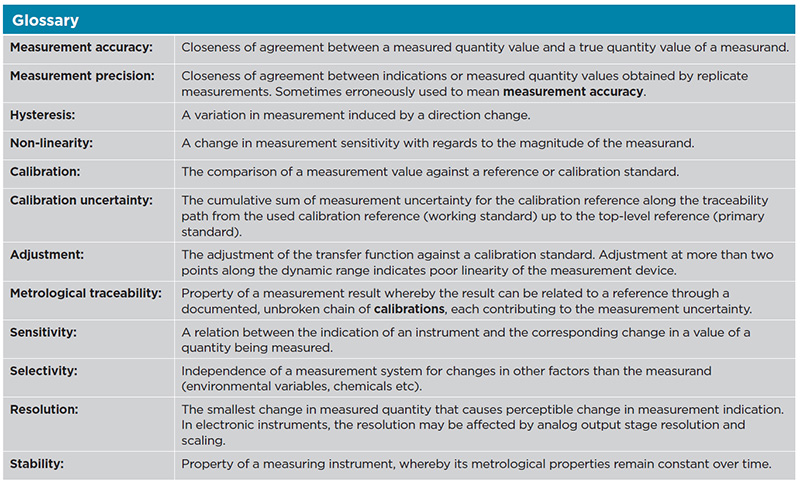
Mittaustulosten muutoksen ja vertailuarvon muutoksen välistä suhdetta sanotaan herkkyydeksi. Ihannetapauksessa tämä suhde on lineaarinen, mutta kaikissa mittauksissa esiintyy jonkin verran epätäydellisyyksiä ja epävarmuutta.


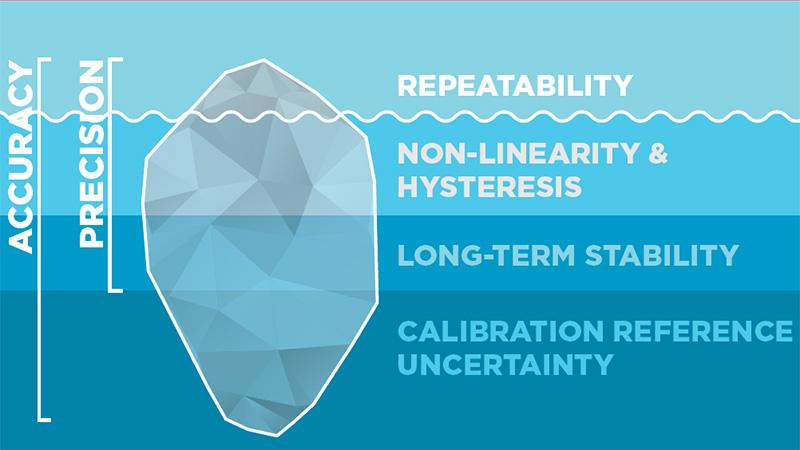
Figure 1: Mittausarvon yhtäpitävyyttä todellisen arvon kanssa kutsutaan usein tarkkuudeksi, mutta tämä on terminä jossain määrin epämääräinen. Määritetty tarkkuus saattaa pitää sisällään myös toistettavuuden. Tällä tarkoitetaan mittalaitteen kykyä antaa samanlainen tulos, kun mittaus toistetaan muuttumattomissa olosuhteissa (kuva 1). Se saattaa kuitenkin sisältää myös hystereesin, lämpötilariippuvuuden, epälineaarisuuden ja pitkän aikavälin stabiiliuden. Toistettavuus yksinään on yleensä melko pieni mittausepävarmuuden lähde, ja jos tarkkuuden määritelmä ei sisällä muita epävarmuustekijöitä, se voi antaa harhaanjohtavan kuvan mittauksen todellisesta suorituskyvystä.
Figure 2: Mittausarvojen ja tunnetun referenssin välistä suhdetta sanotaan usein siirtofunktioksi (kuva 2). Mittausta korjattaessa tämä suhde hienosäädetään tunnetun kalibrointireferenssin mukaan. Ihannetapauksessa siirtofunktio on täysin lineaarinen koko mittausalueella, mutta käytännössä useimpien mittausten herkkyydessä tapahtuu joitakin mittaussuureen tasosta riippuvaisia muutoksia.


Figure 3: Tämäntyyppistä puutteellisuutta sanotaan epälineaarisuudeksi (kuva 3). Tämä vaikutus korostuu usein mittausalueen ääripäissä. Siksi on hyödyllistä tarkistaa, sisältääkö tarkkuusmääritys epälineaarisuuden ja onko tarkkuus määritetty koko mittausalueelle. Jos näin ei ole, on syytä epäillä mittauksen tarkkuutta mittausalueen ääripäiden läheisyydessä.
Figure 4: Hystereesi tarkoittaa mittausherkkyyden muutosta, joka vaihtelee mitattavan muuttujan muutoksen suunnan mukaan (kuva 4). Se saattaa aiheuttaa merkittävää mittauksen epävarmuutta kosteusantureissa, joiden valmistuksessa käytetyt materiaalit muodostavat voimakkaan sidoksen vesimolekyylien kanssa. Jos määritetystä tarkkuudesta ei käy ilmi, onko hystereesi otettu huomioon, tämä mittausepävarmuuden lähde jää määrittelemättömäksi. Jos lisäksi kalibrointisekvenssi tehdään vain yhteen suuntaan, hystereesin vaikutus ei ole havaittavissa kalibroinnin aikana, ja jos hystereesiä ei ole sisällytetty tarkkuusmääritykseen, sen suuruutta ei tällaisessa tapauksessa voida mitenkään tietää. Vaisalan ohutkalvopolymeerianturien hystereesi on hyvin pieni, ja se on aina sisällytetty määritettyyn tarkkuuteen.
Mittauksen tarkkuuteen vaikuttavat myös ympäristöolosuhteet, kuten lämpötila ja ilmanpaine. Jos lämpötilariippuvuutta ei ole määritetty ja käyttölämpötila muuttuu merkittävästi, toistettavuus voi kärsiä lämpötilan muuttuessa. Tarkkuusmääritys voidaan antaa koko käyttölämpötila-alueelle tai tietylle rajoitetulle ”tyypilliselle” käyttölämpötila-alueelle. Näin ilmaistut määritykset jättävät muut lämpötila-alueet määrittämättä.
stabiilisuus ja selektiivisyys
Mittalaitteen herkkyys voi muuttua ajan myötä ikääntymisen seurauksena. Joissakin tapauksissa kemikaalit tai muut ympäristötekijät voivat kiihdyttää tätä vaikutusta. Jos pitkän aikavälin stabiiliutta ei ole määritetty tai valmistaja ei pysty antamaan suositusta siitä, miten usein kalibrointi on suoritettava, tarkkuusmääritys ilmaisee itse asiassa tarkkuuden vain kalibrointihetkellä. Hidas muutos herkkyydessä (niin sanottu ryömintä) on haitallista, koska sen havaitseminen voi olla vaikeaa ja se saattaa aiheuttaa piileviä ongelmia säätöjärjestelmissä.
Selektiivisyys määritellään mittalaitteen epäherkkyydeksi muiden tekijöiden kuin varsinaisen mittaussuureen muutoksille. Esimerkiksi tiettyjä kemikaaleja sisältävässä ilmakehässä tehdyissä kosteusmittauksissa on mahdollista, että kemikaalit vaikuttavat mittaustulokseen. Tämä vaikutus voi olla palautuva tai lopullinen. Vaste joihinkin kemikaaleihin voi olla äärimmäisen hidas, ja tämä ristiherkkyys kemikaalille on helppo tulkita ryöminnäksi. Muutokset muissa tekijöissä kuin varsinaisessa mittaussuureessa eivät vaikuta mittalaitteeseen, jonka selektiivisyys on hyvä.
kalibrointi ja epävarmuus
Jos mittaustulokset poikkeavat referenssistä, mittalaitteen herkkyyttä voidaan säätää. Tätä sanotaan mittauksen virittämiseksi. Yhdessä pisteessä tehtyä viritystä sanotaan offset-korjaukseksi. Kahden pisteen viritys on lineaarinen korjaus, jossa yhdistyvät sekä offset- että gain-tyyppinen korjaus (herkkyyskorjaus). Jos mittaustulosta täytyy korjata useassa eri pisteessä, tämä voi olla merkki mittauksen heikosta lineaarisuudesta, jota täytyy kompensoida epälineaarisilla monipistekorjauksilla. Jos virityspisteet ovat lisäksi samat kuin kalibrointipisteet, mittaustulosten epävarmuus virityspisteiden välillä jää todentamatta.
Kun mittalaite on viritetty, sen tarkkuus varmennetaan kalibroimalla. Kalibrointi, joka puhekielessä usein sekoitetaan viritykseen, tarkoittaa mittausarvon vertaamista tunnettuun referenssiin, niin sanottuun mittanormaaliin. Mittanormaali on ensimmäinen elementti jäljitettävyysketjussa, joka tarkoittaa kalibrointien ja referenssien sarjaa aina ylimmän tason mittanormaaliin saakka. Vaikka eri mittalaitteet, jotka on kalibroitu käyttämällä tiettyä referenssiä, voivat olla tarkkoja suhteessa toisiinsa (hyvä sisäinen tarkkuus), absoluuttista tarkkuutta ylimmän tason mittanormaaliin nähden ei voida varmentaa, ellei kalibroinnin epävarmuutta ole määritetty.
Kalibroinnin jäljitettävyydellä tarkoitetaan sitä, että mittausten, referenssien ja niihin liittyvien epävarmuustekijöiden ketju aina ylimmän tason mittanormaaliin saakka on tiedossa ja ammattimaisesti dokumentoitu. Tämä mahdollistaa kalibrointireferenssin epävarmuuden laskemisen ja mittalaitteen ulkoisen tarkkuuden määrittämisen.
miten tarkka on ”tarpeeksi tarkka”?
Mittalaitetta valittaessa on tarpeen miettiä, minkä tasoista tarkkuutta siltä edellytetään. Esimerkiksi tavanomaisissa rakennusautomaatiosovelluksissa, joissa suhteellinen kosteus säädetään ihmisten mukavuuden mukaan, ±5 %RH saattaa olla hyväksyttävä taso. Vaativissa sovelluksissa, kuten esimerkiksi jäähdytystornien ohjauksessa, tarvitaan kuitenkin tarkempaa ohjausta ja pienempiä marginaaleja, jotta operatiivinen tehokkuus voidaan optimoida.
Kun mittaustulosta käytetään ohjaussignaalina, toistettavuus ja pitkän aikavälin stabiilius (sisäinen tarkkuus) ovat tärkeitä, kun taas absoluuttinen tarkkuus suhteessa jäljitettävään referenssiin (ulkoinen tarkkuus) on ehkä vähemmän merkittävä. Tämä pätee erityisesti dynaamisiin prosesseihin, joissa lämpötilan ja kosteuden vaihtelut ovat suuria ja mittaustuloksen stabiilius on absoluuttista tarkkuutta tärkeämpi.
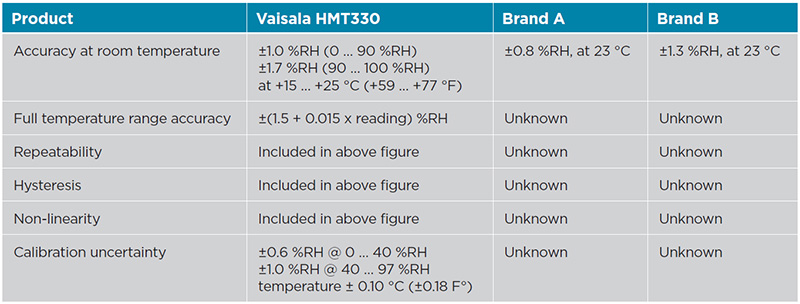
Jos mittaustulosta toisaalta käytetään esimerkiksi varmistamaan, että testausolosuhteet laboratoriossa ovat vertailukelpoiset muiden laboratorioiden kanssa, ulkoinen tarkkuus ja kalibroinnin jäljitettävyys ovat äärimmäisen tärkeitä. Esimerkki tällaisesta tarkkuusvaatimuksesta on standardissa TAPPI/ANSI T402, joka määrittää testausolosuhteet paperintestauslaboratoriossa olosuhteissa 23 °C ±1,0 °C ja 50 %RH ±2 %RH. Jos mittaustuloksen määritetty tarkkuus on esimerkiksi ±1,5 %RH mutta kalibroinnin epävarmuus on ±1,6 %RH, yhteenlaskettu epävarmuus verrattuna kalibroinnin ylimmän tason mittanormaaliin ylittää määrityksen. Tällöin tehdyt analyysit – joiden tulokset ovat riippuvaisia laboratorion ilmankosteudesta – eivät ole keskenään vertailukelpoisia, eikä voida varmistaa, että analyysit on tehty standardiolosuhteissa.
Pelkkä tarkkuusmääritys ilman tietoa kalibrointireferenssin epävarmuudesta jättää mittalaitteen ulkoisen tarkkuuden määrittämättömäksi.
Vaisala tarjoaa kattavat ja ammattimaiset tekniset määritykset, jotka perustuvat kansainvälisiin standardeihin, tieteellisiin testausmenetelmiin ja empiiriseen tutkimustietoon. Asiakkaille tämä tarkoittaa kattavaa ja luotettavaa tietoa oikeiden mittalaitevalintojen tueksi.
Kysymyksiä, jotka kannattaa esittää mittalaitetta valittaessa
- Sisältääkö tarkkuusmääritys kaikki mahdolliset epävarmuustekijät: toistettavuuden, epälineaarisuuden, hystereesin ja pitkän aikavälin stabiiliuden?
- Kattaako tarkkuusmääritys koko mittausalueen vai vain rajoitetun alueen? Onko lämpötilariippuvuus annettu erikseen, vai sisältyykö se tarkkuusmääritykseen?
- Toimittaako valmistaja asianmukaisen kalibrointitodistuksen? Sisältääkö todistus tiedot kalibrointiajankohdasta, kalibrointimenetelmästä ja käytetyistä referensseistä sekä ammattimaisesti lasketun referenssiepävarmuuden? Sisältääkö todistus useampia kuin yhden tai kaksi kalibrointipistettä, ja kattaako se koko mittausalueen?
- Onko kalibrointivälille annettu suositus, vai onko pitkän aikavälin stabiilius sisällytetty tarkkuusmääritykseen? Mikä on suunnitellun käyttöympäristön vaatima selektiivisyystaso? Voiko valmistaja toimittaa tietoja tai referenssejä mittalaitteen soveltuvuudesta suunniteltuun käyttöympäristöön ja sovellukseen?
Jarkko Ruonala is a Product Manager for Vaisala Industrial Measurements. He has a background in automation, instrumentation and process analyzers. He has a Master of Science degree in Industrial Engineering and Management from the University of Oulu, Finland.