Article d’expert
Comprendre les performances de mesure et les spécifications

La qualité d'un instrument de mesure peut être évaluée à l'aide d'une question simple : la mesure est-elle précise ? Cette question est très simple certes, mais la réponse l'est souvent beaucoup moins. Pour choisir l'instrument de mesure le mieux adapté, il faut bien comprendre les facteurs qui contribuent à l'inexactitude d'une mesure. Le fait de comprendre cela nous permet de savoir ce qui est indiqué dans les spécifications - et ce qui ne l'est pas.
La performance d'une mesure se définit par sa dynamique (plage de mesure, temps de réponse), son exactitude (répétabilité, fidélité et sensibilité) et sa stabilité (tolérance au vieillissement et aux environnements extrêmes). Parmi ces facteurs, l'exactitude est souvent considérée comme la qualité la plus importante ; mais c'est aussi l'une des plus difficiles à définir.
Veuillez lire l'article complet ci-dessous ou consulter le webinaire Comprendre vos spécifications.
Sensibilité et exactitude
La relation entre la modification de la valeur mesurée et la modification de la valeur de référence est appelée la sensibilité. Dans l'idéal, cette relation est parfaitement linéaire, mais dans la pratique, toutes les mesures impliquent quelques imperfections ou incertitudes.


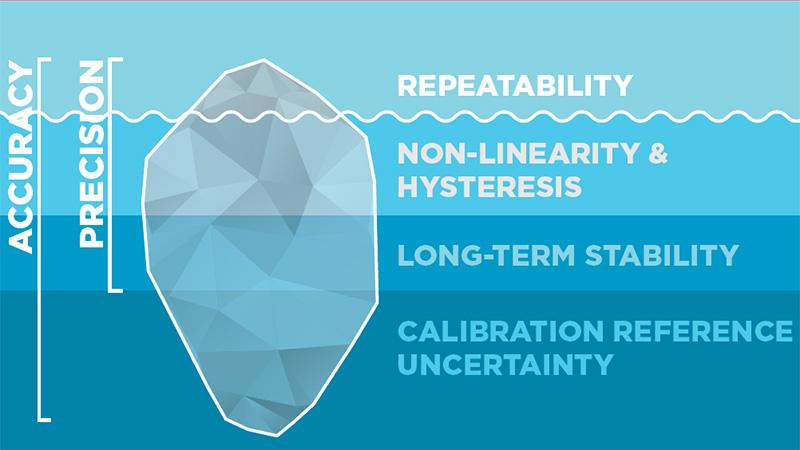
Figure 1: La concordance entre la valeur mesurée et la valeur de référence est souvent appelée « exactitude», bien que ce terme soit quelque peu vague. L'exactitude spécifiée inclut souvent la répétabilité, qui est la capacité de l'instrument à fournir un résultat similaire lorsque la mesure est renouvelée dans des conditions constantes. (Figure 1) Toutefois, cela peut ou non inclure l'hystérésis, la dépendance à la température, la non-linéarité et la stabilité à long terme. La répétabilité à elle seule représente souvent une source mineure d'incertitude et, si la spécification de l'exactitude n'inclut pas d'autres incertitudes, cela peut donner une fausse impression du résultat réel de la mesure.
Figure 2: La relation entre les valeurs mesurées et une référence connue est souvent appelée la fonction de transfert. (Figure 2) Lorsqu'une mesure est ajustée, cette relation est affinée par rapport à une référence d'étalonnage connue. Dans l'idéal, la fonction de transfert est parfaitement linéaire sur toute la plage de mesure, mais dans la pratique, la plupart des mesures impliquent des modifications au niveau de la sensibilité, en fonction de la magnitude du mesurande.


Figure 3: Ce type d'imperfection est appelé non-linéarité. (Figure 3) Cet effet est le plus souvent constaté aux points extrêmes de la plage de mesure. Il est donc utile de vérifier si la spécification d'exactitude inclut la non-linéarité, et si l'exactitude est spécifiée pour la totalité de la plage de mesure. Si tel n'est pas le cas, il y a de quoi douter de l'exactitude de la mesure près des extrêmes.
Figure 4: L'hystérésis est le changement de la sensibilité de la mesure en fonction du sens de la modification de la variable mesurée. (Figure 4) Cela peut être une cause importante de l'incertitude de mesure dans le cas de certains capteurs d'humidité, fabriqués à partir de matériaux qui retiennent fortement les molécules d'eau. Si l'exactitude n'indique pas si l'hystérésis est incluse, cette source d'incertitude au niveau de la mesure demeurera non-spécifiée. En outre, si la séquence d'étalonnage ne s'effectue que dans un sens, l'effet de l'hystérésis ne sera pas visible au cours de l'étalonnage, et si l'on oublie l'hystérésis dans la spécification, il est également impossible de connaître le niveau d'hystérésis de la mesure. Les capteurs polymère à couche mince de Vaisala ont une hystérésis négligeable, qui est systématiquement incluse dans l'exactitude spécifiée.
Les conditions ambiantes telles que la température et la pression ont aussi une influence sur l'exactitude de mesure. Si la dépendance à la température n'est pas spécifiée et que la température de fonctionnement change de manière significative, la répétabilité peut s'en trouver compromise. Les spécifications peuvent être données pour la plage de température de fonctionnement complète ou sur une plage de fonctionnement spécifique, limitée ou « typique ». Les spécifications qui s'expriment de la sorte laissent les autres plages de températures non-spécifiées.
Stabilité et sélectivité
La sensibilité d'un instrument de mesure peut changer au fil du temps et sous l'effet du vieillissement. Dans certains cas, cet effet peut être accéléré par des produits chimiques ou par d'autres facteurs environnementaux. Si la stabilité à long terme n'est pas spécifiée, ou si le fabricant n'est pas en mesure de fournir les recommandations pour l'intervalle d'étalonnage, la spécification indique en réalité uniquement l'exactitude au moment de l'étalonnage. Un léger changement de la sensibilité (parfois appelé dérive ou fluage) est néfaste car il peut être difficile à observer et peut entraîner des problèmes latents au niveau de la régulation.
La sélectivité se définit comme l'insensibilité d'un instrument aux changements de facteurs autres que le mesurande réel. Par exemple, une mesure de l'humidité effectuée dans une atmosphère contenant certains produits chimiques peut être erronée du fait de la présence de ces produits chimiques. Cet effet peut être réversible ou irréversible. La réaction à ces produits chimiques peut être extrêmement lente, et cette sensibilité croisée aux produits chimiques peut facilement se confondre avec une dérive. Un instrument doté d'une bonne sélectivité n'est pas affecté par des changements résultants de facteurs autres que le mesurande réel.
Étalonnage et incertitude
Si les résultats des mesures diffèrent de la référence, la sensibilité de l'instrument peut être corrigée. Cela s'appelle le réglage. Le réglage en un point s'appelle la correction de dérive ; le réglage en deux points s'appelle la correction linéaire, à la fois pour la dérive et le gain (sensibilité). Si la mesure doit être réglée en plusieurs points, cela peut signifier une faible linéarité dans la mesure, qui doit être compensée par une correction non-linéaire en plusieurs points. En outre, si les points de réglage sont les mêmes que les points d'étalonnage, la qualité de la mesure entre les points de réglage demeure non-vérifiée.
Une fois l'instrument réglé, il faut l'étalonner pour vérifier son exactitude. L'étalonnage, parfois confondu avec le réglage, est le fait de comparer la valeur mesurée avec une référence connue, appelée un étalon de travail. L'étalon de travail est le premier élément de la chaîne de traçabilité qui fera le lien par une succession d'étalonnages et de références jusqu'à l'étalon primaire. Si un certain nombre d'instruments étalonnés en fonction d'une référence peuvent être justes les uns par rapport aux autres (haute précision), l'exactitude absolue par rapport à l'étalon primaire ne peut pas être vérifiée si l'incertitude d'étalonnage n'est pas spécifiée.
La traçabilité de l'étalonnage signifie que la chaîne de mesure, de références, ainsi que les incertitudes qui y sont liées jusqu'à l'étalon primaire sont connues et documentées de manière professionnelle. Cela permet de calculer l'incertitude de la référence d'étalonnage et de déterminer l'exactitude de l'instrument.
Que signifie « être suffisamment juste » ?
En choisissant un instrument de mesure, il faut prendre en compte le niveau d'exactitude souhaité. Par exemple, pour des applications standards de contrôle de la ventilation où l'humidité relative (HR) est réglée en fonction du confort humain, une fluctuation de ±5 % d'HR est tolérée. En revanche, pour une application telle que la commande d'une tour de refroidissement, un contrôle plus précis et des marges réduites sont nécessaires pour accroître l'efficacité opérationnelle.
Lorsque la mesure est utilisée comme signal de contrôle, la répétabilité et la stabilité à long terme sont importantes, mais l'exactitude absolue par rapport à une référence traçable est moins significative. C'est notamment le cas dans un process dynamique, où les variations de température et d'humidité sont importantes et où la stabilité de la mesure, plus que la justesse absolue, est cruciale.
D'autre part, si la mesure est par exemple utilisée pour vérifier que les conditions de test en laboratoire sont comparables à d'autres laboratoires, la justesse absolue et la traçabilité de l'étalonnage sont de la plus haute importance. La norme TAPPI/ANSI T402 - conditionnement standard et atmosphère d'essai pour le papier, les planches de bois, la pâte à papier et les produits connexes est un exemple de ce besoin d'exactitude. Elle définit les conditions de test du papier en laboratoire comme devant être de 23°C (±1,0 °C) et de 50 % d'HR (±2 %). Si la justesse de la mesure était de ± 1,5 % d'HR mais que l'incertitude de l'étalonnage était de ±1,6 % d'HR, l'incertitude totale par rapport à l'étalonnage standard primaire dépasserait la spécification, et les analyses effectuées - qui dépendent fortement de l'humidité ambiante dans le lieu où est effectué le test - ne seraient pas comparables. Il serait par conséquent impossible de confirmer que les analyses ont été effectuées dans des conditions normales.
La spécification de l'exactitude à elle seule, sans information sur l'incertitude de la référence d'étalonnage, laisse l'exactitude absolue de l'instrument indéfinie.
Vaisala se félicite de pouvoir fournir des spécifications professionnelles et complètes, qui se fondent sur des normes internationales, des méthodes de tests scientifiques et des données empiriques. Pour nos clients, cela se traduit en informations complètes et fiables, qui permettent les bonnes décisions lors de choix de produits.
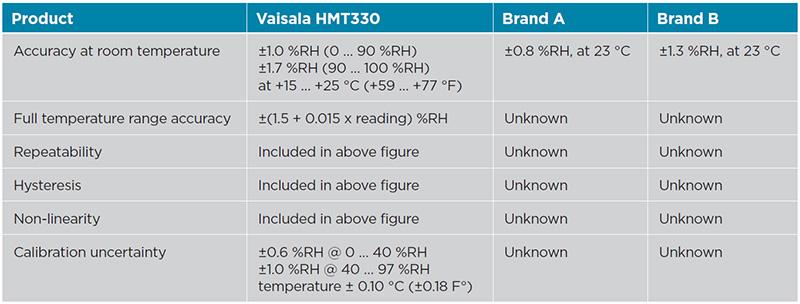
Figure 5: Comparison of accuracy information in specifications of three different brands of high-accuracy humidity transmitter
Questions à poser au moment du choix d'un instrument
- L'exactitude spécifiée inclut-elle toutes les incertitudes possibles : répétabilité, non-linéarité, hystérésis et stabilité à long terme ?
- L'exactitude spécifiée couvre-t-elle la plage de mesure complète, ou s'agit-il d'une plage limitée ? La dépendance à la température est-elle donnée dans la spécification, ou bien la gamme de température est-elle définie dans la spécification de justesse ?
- Le fabricant est-il en mesure de fournir un certificat d'étalonnage ? Ce certificat inclut-il les informations relatives à la méthode d'étalonnage, aux références utilisées et à l'incertitude de référence calculée de façon professionnelle ? Ce certificat inclut-il plus d'un ou deux points d'étalonnage, et la plage de mesure complète est-elle couverte ?
- La recommandation pour l'intervalle d'étalonnage est-elle donnée, ou la stabilité à long terme est-elle incluse dans la spécification de l'exactitude ? Quel est le niveau de sélectivité requis dans l'environnement de fonctionnement ? Le fabricant est-il en mesure de fournir des informations ou des références sur la capacité de l'instrument à fonctionner dans l'environnement de fonctionnement ?
Jarkko Ruonala is a Product Manager for Vaisala Industrial Measurements. He has a background in automation, instrumentation and process analyzers. He has a Master of Science degree in Industrial Engineering and Management from the University of Oulu, Finland.