Vaisala’s wireless viewLinc Monitoring System received Quality Innovation Award

Vaisala
Press Release
February 27, 2019
Vaisala’s wireless viewLinc Monitoring System received Quality Innovation Award
Vaisala, the global leader in environmental and industrial measurements, has won the annual Global Quality Innovation Award 2018 with its wireless viewLinc Continuous Monitoring System. Vaisala’s viewLinc was awarded for its usability and reliable system design, which is utilizing the latest technologies in an innovative way. The international award was announced on February 27 in the award ceremony in Beijing, China.
Released in April 2018, Vaisala’s state-of-the-art wireless monitoring system was designed to ensure storage conditions of critical assets in the strictly regulated life science industry like pharmaceutical warehouses, laboratories, freezer rooms and cleanrooms, and provide a gap-free, reliable and easily auditable data of the conditions. Even though designed for regulated environments, the system can be used to monitor variety of applications where the continuous condition monitoring with reliable recorded data play an important role.
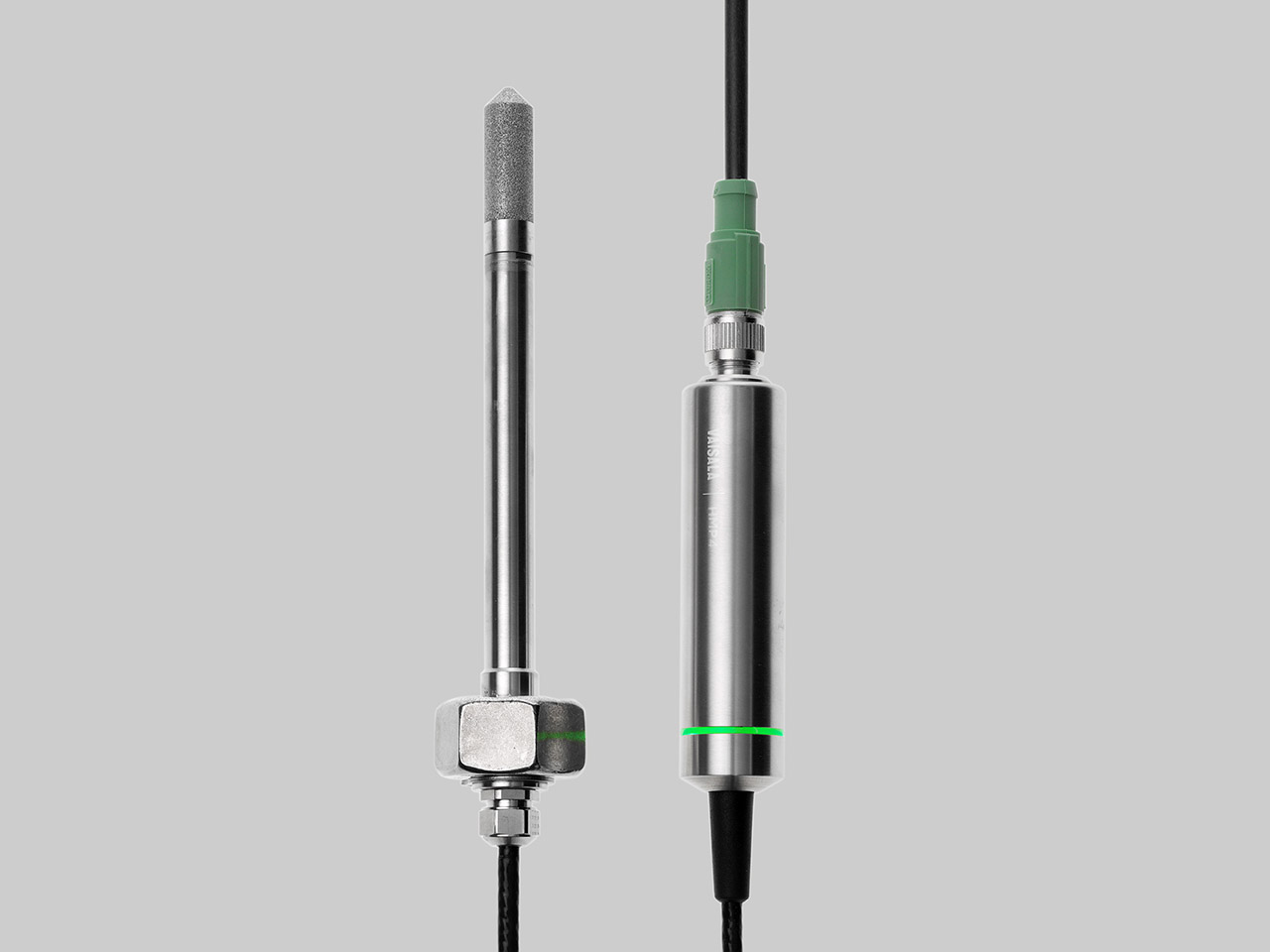
The awarded system consists of the viewLinc software, wireless data loggers and access points, and it utilizes Vaisala’s proprietary wireless protocol. The innovative technology allows wireless indoor signal range of over 100 meters between the measurement point and access point even in buildings with concrete walls, metal shelves, and other typical building structures. Due to its flexibility and high quality wireless technology, the system is easily expandable to fit any customer need.
Superior customer experience as the key driver
The wireless data loggers and access points are easy to connect to the system, extremely energy efficient, and provide very accurate measurements for temperature and relative humidity. The viewLinc software collects and saves the measurement data from the data loggers, sends automatic alarms if the monitored parameters deviate from permitted values and generates automatic reports for different users.
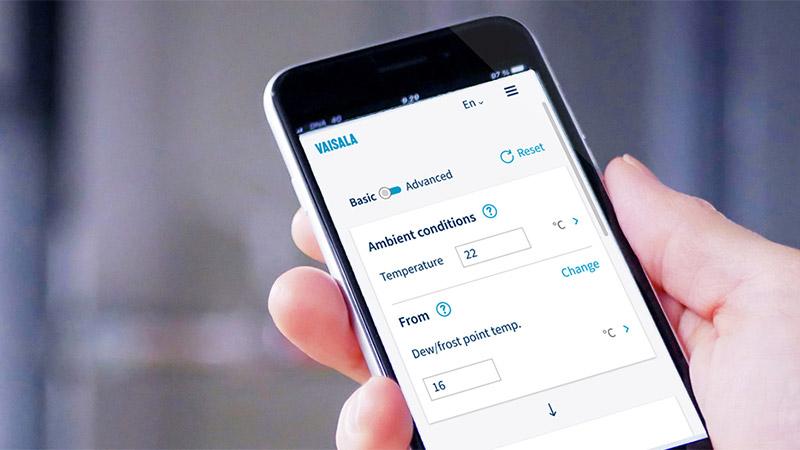
The complexity of a large system is hidden by simplified interactive, intuitive, and informative user interface. Extremely clear visual design together with the unique on-time user support form an exceptionally user-friendly experience.
“Superior customer experience was the key driver in optimizing our system into a delightful, seamless combination of hardware, software, and services. We equipped the data loggers and access points with informative displays and the interactive software tours were co-created with users. The tours are like having a personal guide to walk you through the system. They assist users to make tasks with the help of on-screen tips,” comments Vaisala’s Product Area Manager Jan Grönblad from Industrial Measurements.
From national winner to international innovation champion
The Quality Innovation Award is an annual, international competition for innovators. The competition has been organized since 2007 and grown from Finnish national to widely respected international challenge, with eight categories. The competition enables the innovators to get assessment and feedback for their innovation, benchmark their innovation against others and increase the visibility of the innovations.
Vaisala’s monitoring system was previously awarded in the Finnish national Quality Innovation Award competition in December 2018 for the Monitoring System’s innovative technology and collaborative approach. Each national winner was listed in the global Quality Innovation Award competition, in which the Quality Innovation Award jury of all participating eighteen countries voted for their favorites. The criteria for the international innovation competition were the product’s novelty value, usability, learning, customer orientation, and effectiveness. A quality innovation needs to correspond to stakeholder's current and future needs and has improved technical, social or commercial performance.
More information for the media:
Vaisala Media Desk
+358 20 6198800
[email protected]
Vaisala is a global leader in environmental and industrial measurement. Building on over 80 years of experience, Vaisala contributes to a better quality of life by providing a comprehensive range of innovative observation and measurement products and services for chosen weather-related and industrial markets. Headquartered in Finland, Vaisala employs approximately 1,850 professionals worldwide and is listed on the Nasdaq Helsinki stock exchange.
vaisala.com
twitter.com/VaisalaGroup












I need a system to register temperatures in order to qualify temperatures and humidity control Led áreas and equipements.
Please send me informativo about your offer about.
I offer qualification services for pharmaceutical companies.
Thanks.