Milk is the largest segment in food market and milk drink is still the highest consumed dairy product in the world, followed by butter and cheese. Dairy products are considered as a part of the healthy diet and different nations have recommendations for daily milk or dairy products intake. Thus, the dairy product consumption is rising globally.
The growing consumption brings pressure to the industry for more enhanced processes. Dairy processors focus on quality, compliance with product safety regulations and hygiene in the process. Efficient raw material usage with proper waste management system ensures cost and resource efficiency. Sustainability is an increasingly important focus area and with suitable process monitors, optimization and measurement tools manufacturers can more easily meet their targets on sustainability, use material efficiently and reduce waste. Accurate process measurements can increase dairy processing profitability and yield with accurate process measurements.
Various dairy processing procedures
Milk consists mainly of water, fat, proteins, lactose (milk sugar) and minerals (salts). The residue, when water and gas are removed, is called the dry matter (DM) or total solids (TS) content of the milk. Industries are using several processing procedures for dairy products, such as:
Evaporation and drying
Evaporating milk to higher solids content and dried to powder makes the product lighter in weight, easier and cheaper to transport as more product can fit into a smaller space. Powder’s shelf life is also longer, and the product is easier to handle and ship as pathogens usually require moist or wet conditions to develop. Thus, milk powders are the most traded agricultural commodities globally.
Milk is also evaporated to a certain extend when it is processed into condensed milk or sweetened condensed milk. All of these operations need tight evaporation control, and a common measurement scale is Brix or total solids (TS) measurement.
Total solids and product identification
Fresh milk, usually packed in milk cartons, has a lot of product options, varying between fat-free skim milk to whole milk. Due to its short shelf life this product is more of a local commodity. In the manufacturing, all fat is first removed from the raw milk and then added back according to legal standard and recipe. This processing step is called standardization, and this is a critical step as each nation has different regulations on the composition of milk.
Homogenization is a common step after standardization, and it reduces the fat molecules into such a small size that they do not rise up and create a creamy layer on top of the milk. When producing fresh milk, the producers want to measure the total solids content (TS) accurately and in-line to meet the legal standards and to create products while creating minimum waste. Fast milk product identification in-line enables better yield, leading to savings to producers by minimizing product waste and prohibiting product mixes and expensive product recalls.
Infant formula
Baby milk is a synthetic version of breast milk designed to be used as an additional alimentation or as a substitute to fulfill an infant’s nutritional needs. Producers want absolute certainty in hygienic conditions as well as in product safety while protecting the nutritional value of the product. In the manufacturing process, total solids (TS) measurement is a critical measurement for any infant formula manufacturer.
Product blending and flavoring
Milk, dairy, yogurt, ice cream and alternative milk products might be blended with jam, flavors and syrups to create delicious commodities. The correct and accurate blend is essential in this process.
Measuring the process with Vaisala’s refractometer
In addition to the tight process control and hygienic process conditions, accurate and reliable measurements from the process are required for better profitability as well as clean, safe and familiar tasting food, made precisely according to a recipe.
Vaisala’s solution for the dairy production process optimization is the Sanitary Process Refractometer PR-43 system, which consists of a compact or probe refractometer and a graphical user interface bringing ease of use into play. The refractometer can be also used as a stand-alone device. Different user interface options range from rugged to a compact lightweight and a web-based version, and allow the user to select the most preferred way to access and use the refractometer measurement and diagnostics data.
The measurement of the refractometer is not affected by bubbles, particles or vibration. The hygienic design has 3-A certificate and the product can handle cleaning-in-place (CIP) and sterilization-in-place (SIP) operations. The refractometer covers the full Brix range 0-100 %.
Learn more about the different processes and how a refractometer can help to control, optimize and save raw material and energy from our Dairy processing optimization eBook!
We will present our reliable and accurate measurement instruments and technologies for measuring humidity, temperature, carbon dioxide, dew point, hydrogen peroxide, differential pressure, continuous monitoring system as well as refractive index t
ProcessTeknik is the meeting place for companies and organisations that are developing the smart and sustainable industry of the future. You will discover product news, energy-efficient systems and innovative process engineering solutions.
The measurement of refractive index (RI) is employed by a wide variety of industries to determine the level of dissolved solids in liquids. This is an important but relatively new measurement in the development and manufacture of active pharmaceutical ingredients (APIs) at laboratory scale, pilot plant scale and industrial scale in pharmaceutical manufacturing and processing plants.
Background
As manufacturers of APIs continuously implement the FDA’s Process Analytical Technology (PAT) and try to comply with GMP guidelines, the requirement for continuous process monitoring grows. Real-time data provides insights and opportunities for process design, control, troubleshooting, and optimization, as well as quality control and cost savings.
RI is a tool for PAT, capable of providing sufficient process understanding that helps in the design, analysis, and control of pharmaceutical manufacturing processes. Data collected through RI measurements can be used for example to identify and set deviation tolerances for critical process parameters (CPP) that have a direct impact on the quality and safety of the final drug.
In order for measurement technologies to be suitable for pharmaceutical processes, there are a number of essential requirements. Firstly, documentation should be available to qualify specification and performance criteria, as well as confirmation that all materials are pharmaceutical grade, with appropriate testing and traceability. Secondly, the measurement should be accurate, reliable, and easily scalable. The technology and equipment used must be the same and capable of providing reproducible data that can ease process validation at lab, pilot, or full scale. Thirdly, data authenticity should be protected, with all measurements permanently stored electronically, and with tracking and attribution of any additions or amendments. Finally, evidence of traceable calibration should be available, in addition to regular, documented performance verification.
The Refractive Index principle
Refractometers determine the concentration of dissolved solids by making an optical measurement of a solution’s refractive index (nD) and temperature. The RI measurement is based on the refraction of light in the process medium, known as the critical angle of refraction, using a yellow LED light source with the same wavelength (580 nm) as the sodium D line (hence nD). The concentration is calculated taking pre-defined process conditions into account. So, Vaisala’s refractometers are supplied factory calibrated to meet the specific process requirements. These instruments are also able to provide measurements in different scales, such as Brix, liquid density, or concentration by weight.
Importantly, the refraction of light is not affected by particles, bubbles, crystals, or color, so RI instruments can be employed in a wide variety of solutions for liquid identification and for monitoring the concentration of chemicals, solvents, and liquid pharmaceuticals.
Advantages of RI in pharmaceutical processes
In general terms, the monitoring of RI can improve the understanding of process conditions, reduce drug development time, increase production capacity and stability, improve product quality, and demonstrate compliance with regulations. Pharmaceutical manufacturers are required to demonstrate process validation from drug discovery to full production; this can be achieved through RI measurements which provide a unique process profile that can be used for validation at any scale.
All solutions have a specific RI value, which changes as the reaction proceeds. This means that RI monitoring can provide insight into the reaction and extraction processes as well as chemical identification. Changes in RI can therefore be used to track the progress of the reaction and to determine the end-point. For example, where products are extracted from natural materials such as plants, RI measurements can be employed to determine the optimal time for extraction to finish.
In some processes, it is necessary to conduct a solvent swap in order to facilitate subsequent processes such as distillation. The correct mixture of original and swap solvent should be maintained during the various steps of this process and RI monitoring is ideal for this application. For example, a Vaisala customer utilized an RI monitor during the scale-up of solvent swap operations from laboratory to pilot plant and discovered that one of the swap steps could be eliminated, which resulted in an increased yield of over 6%.
Many processes produce APIs through crystallization from the liquid phase. The aim of this process is to maximize the yield of high-quality pure crystals that are easy to process, whilst avoiding fines and conglomerates by ensuring good particle size distribution. This can be achieved by maintaining the concentration and temperature above the solubility curve or supersaturated level. Continuous monitoring of concentration by RI offers major benefits for crystallization control because this method is not influenced by crystals or bubbles, so selective monitoring of the mother liquor concentration is simple. By monitoring mother liquor saturation, it is also possible to determine the optimal seeding point.
It is normally necessary to wash produced crystals with solvent to remove impurities and any remaining mother liquor from the filter cake. This process must be carefully controlled to maximize yield and avoid product dissolution. By monitoring the RI of filtrate it is possible to determine the end-point of cake washing which helps maximize yield, saves time, and avoids excessive solvent usage. These measurements also enable the differentiation between clean and saturated solvents with the API and between different solvents. This means that at the end of the washing process, if the RI value is closer to the saturated value than the pure solvent value, some of the product must have been washed out, indicating that a process revision is required.
Summary
The critical quality attributes of drugs must be identified, as well as the production variables that affect them, in order to set acceptable deviation tolerances and define the correct PAT tools for monitoring and control. RI measurements represent a simple but hugely valuable tool in the development and operation of API production processes, providing valuable insights into the key processes, facilitating optimization and process control to deliver accurate, reliable, reproducible products.
The Vaisala RI instruments that were initially developed by K-Patents have been designed for application in the pharmaceutical industry, with full scalability so that drug development and process design can be undertaken seamlessly from the lab to full-scale production.
End of 2018, Vaisala acquired Finnish K-Patents Group, a pioneer in in-line liquid measurements for industrial applications. The acquisition enables Vaisala to expand its technological expertise and product portfolio from gas into liquid measurements. The new product area, Liquid Measurements, brings renowned Refractive Index (RI) technology and in-line process refractometer products available for many types of industrial process control applications.
Basics of refractometry
Scientists consider refractive index (RI) measurement an ideal way to measure liquid concentrations.
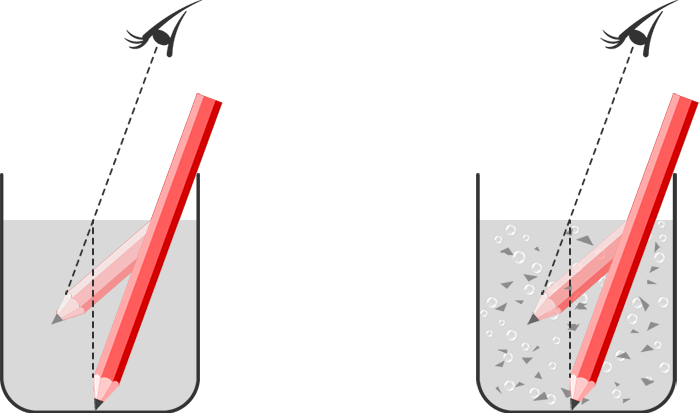
The procedure is relatively simple and based on refraction of light. One simple example of this property of light shows up when one puts a pencil in a glass of solution. It appears the pencil bends when in fact the light bends.
Many experience this phenomenon first-hand, for example with a straw in soda or juice, or with oars of a rowboat.
An important point of the measurement principle is to understand that even if there are particles or gas bubbles in the solution, the bending angle is the same as in clear solutions. Particles or bubbles have no influence on the bending angle, so the only thing influencing the bending angle is the change in the solution’s concentration.
The critical angle
The study of the property of light has developed into the science of refractometry.
Light travels at different speeds in different media. The denser a medium the slower the speed of light in that medium. When light passes from one medium to another at any angle other than 90°, it changes not only speed but also direction at the boundary between the two media. When a light beam enters the liquid, it is partly refracted to the liquid and partly reflected away. The point where the total reflection starts is called the critical angle.
In most solutions, the concentration of solute in a solvent can be determined by measuring the RI. The relation between the refractive index and the concentration depends on the solvent and solute, temperature, as well as wavelength.
In practice, the wavelength-dependency (dispersion) is avoided by using monochromatic light. The temperature dependency is compensated mathematically by using a compensation formula.
Combining truly digital process refractometer with robust design
The RI was first developed as a lab technique that later made a transition into process measurement once the refractometers developed and got much more sturdy. In-line refractometer construction in the process must withstand harsh, demanding conditions that can include caustic elements, vibration, dust, heat, pressure or a combination of these.
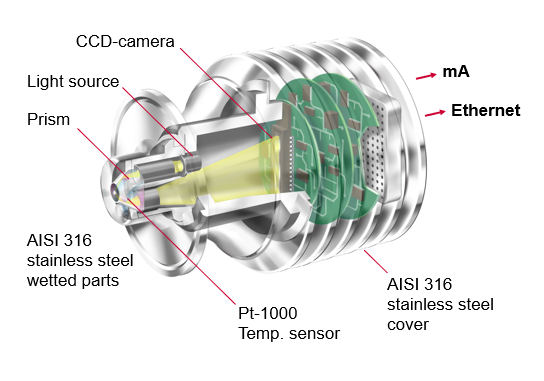
K-PATENTS® developed digital process refractometers determine the RI of the process solution by measuring the critical angle of refraction. The critical angle is measured by a digital CCD-camera. The process refractometer provides a 4 to 20 mA DC output or Ethernet signal proportional to temperature compensated process solution concentration.
The refractometer advances the K-PATENTS® patented CORE-optics (Compact Optical Rigid element), which incorporates all optical components LED (light emitting diode), lenses, prism and CCD-camera as well as the temperature element pT-1000 in one rigid module. The CORE optics module is isolated from the refractometer body, and therefore external forces such as pressure, flow, and temperature changes do not influence the measurement. There is no need for regular maintenance due to the construction with no moving parts, no trimpots and with the solid-state CORE-optics.
The same principle is applied to various refractometer model designs that are easy to install in small or large pipes, tanks and reactors. Applications range from potentially explosive hazardous substances to chemically aggressive liquids that require special alloys or non-metallic parts, such as fab chemicals used in semiconductor wafer processing.
Vaisala K-PATENTS® process refractometers are enclosed, operate continuously, interfacing with other elements of a process control system, and are more expensive than e.g. portable instruments, because of their ruggedness and complexity, necessary elements to perform reliable in-process monitoring.
With the unique and patented refractive index technology, build-in temperature measurement and digital measurement principle, the measurement drift is not possible, which makes the K-PATENTS® innovated refractometers unique and a winning measurement solution for all liquids.
Comment
stan ayers
Aug 31, 2021
I'm looking for a method to monitor the level of polyethylene dissolved in decalin (tetrahydronapthalene). Refractometry seems like a good possibility, and your technology is interesting. The fluid is dark colored, but transparent, similar to amber beer. The temperature at the desired measurement point is 180C.
Thank you for your comment!
Our local team will be in touch with you soon to discuss in detail. In a general level (and not yet knowing the full details of process conditions), Vaisala's process refractometers can be used if polyethylene can be dissolved in decalin (tetrahydronapthalene), if desired polyethylene amount is in %-level class, if the individual Refractive Index values of polyethylene are different than of decalin (tetrahydronapthalene).







Thanks for your help.