Saint-Gobain senkt CO₂-Fußabdruck von Gipskartonplatten

Die Herstellung von Trockenbauplatten, auch bekannt als Gipskartonplatten, hängt stark von einer präzisen Feuchtesteuerung ab. Deshalb sind genaue Temperatur- und Feuchtemessungen während des Trocknungsprozesses unerlässlich. Jedoch ändern sich die Prozessbedingungen innerhalb kurzer Zeit erheblich, und viele Sensoren auf dem Markt stehen dadurch vor einer Herausforderung. Um diesen Prozess effizienter und nachhaltiger zu gestalten, haben technische Fachkräfte von Saint-Gobain in Frankreich eng mit Vaisala zusammengearbeitet. Ziel war es, Überwachungslösungen zu entwickeln, die die Qualität von Gipskartonplatten optimieren, die Effizienz erhöhen, Energie sparen und die Nachhaltigkeit fördern.
Hintergrundinformationen
Viele verschiedene industrielle Prozesse umfassen Trocknungsvorgänge, und die Trocknung ist häufig die energieintensivste Phase des Prozesses. Eine präzise Überwachung und Steuerung der Trocknung kann daher ein wesentliches Verbesserungspotenzial bieten.
Die Trockenbauwand hat die globale Bauindustrie seit ihrer ersten Entwicklung Anfang des 20. Jahrhunderts maßgeblich beeinflusst. Dank ihres geringen Gewichts, der einfachen Montage, der Beständigkeit gegenüber Feuchte, Feuer und Schimmel sowie der guten Dämmeigenschaften ist die Gipskartonplatte nach Beton das weltweit am häufigsten eingesetzte Bauprodukt für Innenwände und Decken.
Saint-Gobain ist ein weltweit führendes Unternehmen im nachhaltigen Leichtbau, mit etwa 161.000 Beschäftigten und mehr als 1.100 Produktionsstätten. Als Unterzeichner zahlreicher globaler Nachhaltigkeitsinitiativen hat sich Saint-Gobain verpflichtet, spätestens bis 2050 Treibhausgasneutralität zu erreichen. Das zentrale Ziel des Unternehmens ist es, „die Welt zu einem besseren Zuhause zu machen“.
Die Entwicklung der Gipsmarken von Saint-Gobain begann mit der Übernahme der British Plaster Board Company im Jahr 2005. Heute konzentriert sich das Unternehmen intensiv auf die Optimierung der Gipskartonherstellung, um die Produktqualität zu verbessern und den CO₂-Fußabdruck zu senken.
Saint-Gobain steuert während des Trocknungsprozesses drei Parameter: Temperatur, Luftstrom und Luftfeuchte. Die präzise Steuerung dieser Parameter hängt jedoch von genauen Messungen der Luft in den Trocknern ab.
Die Messherausforderung
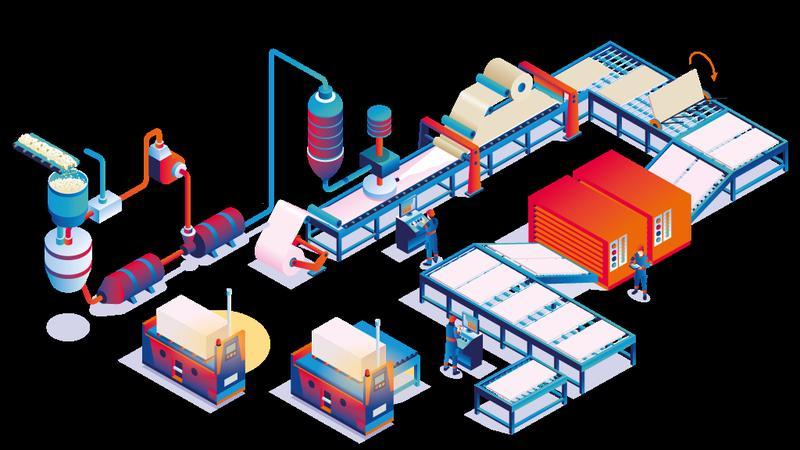
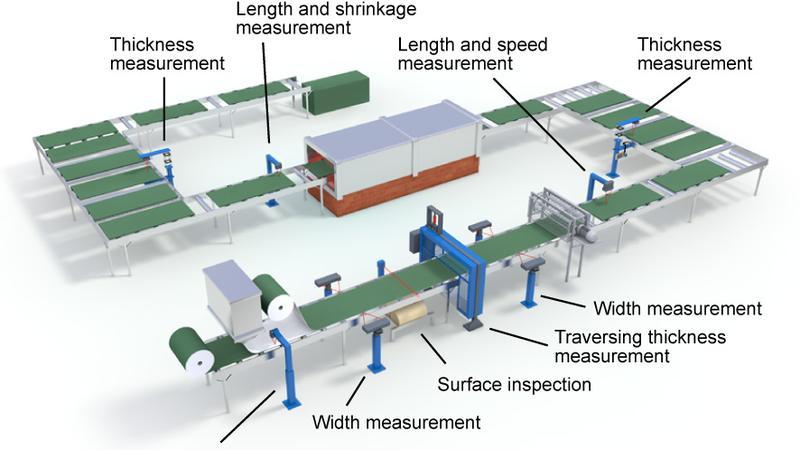
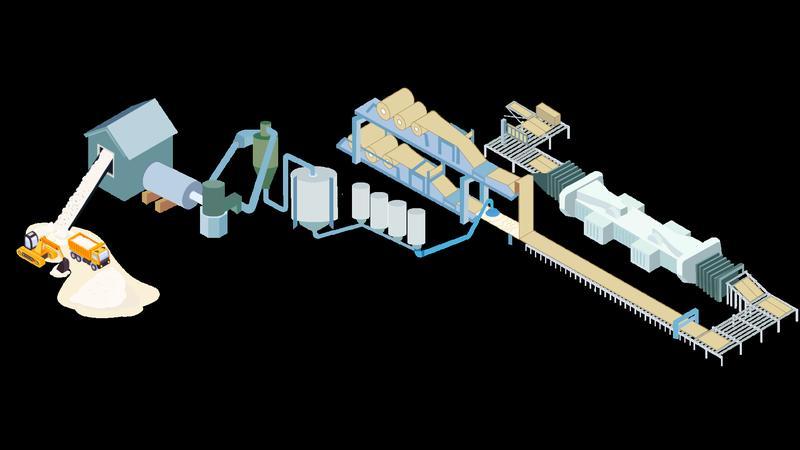
Die Gipskartonplatte wird hergestellt, indem Gipsbrei auf Kartonpapier gegossen, der Brei getrocknet und anschließend eine zweite Papierschicht hinzugefügt wird, um eine sogenannte Sandwichstruktur zu bilden. Nachdem der Gips ausgehärtet und in Platten geschnitten wurde, führt man diese durch Trocknungsöfen, um den korrekten Feuchtegehalt zu erreichen. Der gesamte Prozess kann weniger als eine Stunde dauern, wobei das Produkt je nach Verfahren Temperaturen von bis zu 300 °C ausgesetzt wird und der Feuchtegehalt der Luft während des Prozesses erheblich variiert. „Diese Bedingungen stellen eine wesentliche Herausforderung für die Sensoren dar“, erklärt Jérôme Cantonnet, Teamleiter des Trocknungsprozesses bei Saint-Gobain. „Zu Beginn haben wir verschiedene Anbieter von Feuchte- und Temperatursensoren getestet und festgestellt, dass ihre Produkte nicht ausreichend präzise waren.“
Saint-Gobain war einer der Pioniere der Taupunktmessung beim Trocknen von Gipskartonplatten. Sie entschieden sich für Taupunktsensoren, weil diese ein absolutes Maß für den Feuchtegehalt in der Luft bereitstellen – im Gegensatz zur Feuchte, die sich mit der Temperatur ändert. Entscheidend ist, dass es keine ähnlichen Taupunktsensoren auf dem Markt gibt, die beständig gegenüber hohen Temperaturen bis zu +350 °C sind. Saint-Gobain ging daher um das Jahr 2010 eine Partnerschaft mit Vaisala ein und arbeitete gemeinsam daran, die Vaisala Taupunktsensoren für die spezifischen Anforderungen der Gipskartonplattenanwendung anzupassen.
Für Saint-Gobain ist es von entscheidender Bedeutung, anhand von Sensordiagnosedaten, auf die zugegriffen und die überwacht werden können, die Zuverlässigkeit der Messungen beurteilen zu können. Vaisala entwickelte daher eine maßgeschneiderte Ausführung für ihre Taupunkt-, Temperatur- und Feuchtesonde DMP6, um diese Parameter auszugeben.
In der Regel benötigt eine Gipskartonplattenfabrik vier DMP6 Sonden – drei zur kontinuierlichen Überwachung der Trocknungsöfen und eine vierte zur Kalibrierung sowie als Ersatz.
Vorteile der Vaisala Taupunktsensoren
Die Vaisala DMP6 löst viele der Probleme, die bei den frühen Versuchen mit Feuchtesensoren alternativer Anbieter auftraten. Dies ist in erster Linie auf die Vaisala DRYCAP® Technologie zurückzuführen.
Bei DRYCAP wird ein kapazitiver Dünnfilm-Polymersensor mit einer Autokalibrierfunktion kombiniert. Das Dünnfilmpolymer des Sensors absorbiert oder setzt Wasserdampf frei, wenn die Umgebungsfeuchte zu- oder abnimmt. Dies führt zu einer Änderung der Kapazität, die in einen Feuchtemesswert umgewandelt wird. Der kapazitive Polymersensor ist mit einem Temperatursensor verbunden, und der Taupunkt wird aus den Feuchte- und Temperaturwerten berechnet.
Die Vorteile von DRYCAP Sensoren liegen in ihrer Kondensationsbeständigkeit aufgrund der im Sensor verwendeten Materialien und einer zusätzlichen Sensorbeheizungsfunktion, die die Trocknung des Sensors in einer kondensierenden Umgebung beschleunigt. DRYCAP bietet außerdem Unempfindlichkeit gegenüber Verunreinigungen durch Partikel, Öldampf und die meisten Chemikalien. Wenn der Sensor nass wird, trocknet er schnell und stellt seine schnelle Ansprechzeit wieder her. In Anwendungen mit geringer Feuchte wird der Sensor automatisch kalibriert, um genaue, zuverlässige und stabile Messungen sicherzustellen.
„Die Vaisala DMP6 erwies sich als sehr effektive Lösung“, beschreibt Jérôme Cantonnet. „Sie hält die Genauigkeit über einen weiten Temperaturbereich bei minimalen Abweichungen und sehr geringem Wartungsaufwand aufrecht. Sie misst direkt im Ofen, sodass keine Probenahmeleitung erforderlich ist, und ihre Ansprechzeit ist äußerst schnell“, fügt er hinzu.
Energieeffizienz ist der Hauptfaktor für eine hohe Genauigkeit bei der Messung des Feuchtegehalts in den Trocknungsöfen. Zum Beispiel sagt Jérôme Cantonnet: „Eine kleine Verringerung der Genauigkeit des Taupunktes, etwa ±2 °C, kann zu einem Verlust der Energieeffizienz von bis zu 10 % führen. Das ist von großer Bedeutung, wenn man bedenkt, dass unsere Pariser Anlage eine Leistungsaufnahme von mehr als 30 MW aufweist.“
Heizöfen in Gipskartonplattenfabriken werden üblicherweise mit Erdgas betrieben und verfügen über elektrische Ventilatoren. Durch die präzise Überwachung und Steuerung laufen die Öfen nicht mit voller Leistung, sondern werden so betrieben, dass die Energieeffizienz optimiert wird. Darüber hinaus hat Saint-Gobain im Einklang mit seinen Dekarbonisierungszielen bereits zwei seiner Anlagen vollständig elektrifiziert.
Blick auf die Zukunft
Die langfristige Partnerschaft zwischen Vaisala und Saint-Gobain hat eine Messlösung hervorgebracht, die den spezifischen Anforderungen der Gipskartonplattenherstellung entspricht. Dies wurde bei Saint-Gobain umgesetzt, indem bewährte Methoden beim Einsatz von Sensoren und bei der Förderung des Ziels der Energieeffizienz in den Produktionsstätten der Gruppe weltweit angewendet wurden.
„Das ist ein gutes Beispiel dafür, wie wir fortlaufend nach Lösungen für Umweltherausforderungen suchen“, betont Jérôme Cantonnet.
Juhani Lehto von Vaisala sagt: „Wir sind begeistert, diese Partnerschaft mit Saint-Gobain aufgebaut zu haben. Nicht nur, weil es uns ermöglicht hat, unsere Produkte weiterzuentwickeln, sondern auch, weil Saint-Gobain und Vaisala gemeinsame Nachhaltigkeitsziele teilen. Unser zentrales Ziel lautet: Taking every measure for the planet. Daher freut es uns, eine Rolle dabei zu spielen, Saint-Gobain auf seinem Weg zur Klimaneutralität zu unterstützen.“
Hauptbild: Vaisala Messwertgeber Indigo520 und Taupunktsonde DMP6 zur Überwachung der Feuchtigkeitsbedingungen in Trocknungsöfen für Gipskartonplatten.
Bildnachweis: Saint-Gobain
Weitere Informationen
Messwertgeber der Serie Indigo500